
歡迎來到 濟南中創工業測試系統有限公司
更新時間:2021-11-05 瀏覽次數:
測試夾具滿足要求:
精細陶瓷三點或四點彎曲試驗應采用的結構。推薦使用四點1/4彎曲結構。如果試樣的平行度滿足要求,則使用半可調夾具。否則應使用全可調夾具。經過加工的試樣應使用全可調夾具。
注1、對于燒結、熱處理以及氧化過的試樣通常不具備平整和相互平行的表面。試樣的扭曲會給強度評價帶來嚴重影響,應使用全可調夾具。使用可調夾具的目的是保證夾具與試樣表面保持良好接觸。
注2:有軸承的全可調夾具能自由滾動以消除摩擦。每根輥棒與試樣保持緊密接觸。
注3:半可調夾具的一對輥棒能自由滑動與試樣保持緊密接觸。
輥棒
試樣由輥棒來支撐和加載。輥棒可以是圓柱形的軸承或圓棒。使用金屬輥棒時,對于強度可達到
1 400 MPa的試樣,棍棒的洛氏硬度不應低于HRC40:對于強度可達到2000MPa的試樣,輥棒的洛氏硬度不應低于HRC46。對于陶瓷輥棒,彈性模量應在200GPa到500 GPa之間,彎曲強度大于275MPa。輥棒長度應大于等于12 mm 輥棒的直徑約為試樣厚度的1. 5倍。輥棒表面光滑,直徑的均勻性誤差在士±0.015 mm。輥棒應可以自由滾動以消除摩擦。
四點彎曲結構:半可調夾具
顯示了該結構中輥棒的運動。四個輥棒都能自由滾動。每對平行輥棒的距離誤差不應大于0. 015 mrri。上下輥棒相互獨立并垂直于試樣放置。
四點彎曲結構:全可調夾具
顯示了該結構中輥棒的運動。四個輥棒都能自由滾動。其中一個輥棒不需調節。另外三個輥棒應獨立可調以保證與試樣緊密接觸。輥棒應垂直于試樣放置。
三點彎曲結構:半可調夾具
顯示了該結構中輥棒的運動。中間的上輥棒應固定不能滾動,兩個支撐輥棒應能自由向外滾動。輥棒之間的平行度誤差不應大于0.015mm所有輥棒應垂直于試樣放置,保證與試樣緊密接觸。
三點彎曲結構:全可調夾具
顯示了該結構中輥棒的運動。中間的輥棒應固定不能滾動飛兩個支持(外側的)輥棒應能自由向外滾動。兩支撐輥棒中的任意一個均獨立可調以保證與試樣緊密接觸。所有輥棒應垂直于試樣放置。
輥棒的定位
輥棒定位應精確到士4. 1 mm。三點彎曲結構中,中間的輥棒應被定位在兩個支撐輥棒中間位置,四點彎曲裝置中兩個上輥棒應放在兩個支撐輥棒之間。
注:輥棒的位置可通過使用定位裝置來確定。跨距用卡尺或其他儀表測量精確到0. 1 mm。也可以通過測量定位裝置之間的距離然后加上(對于外測輥棒)或減去(對于內側輥棒)輥棒的半徑來確定跨距。
夾具的材料
夾具應有足夠硬度以免產生永久變形。-
注:線接觸載荷可能使夾具產生變形。夾具的硬度要求跟尺寸有關。如果輥棒至少12 mm長,夾具寬度是12或更寬,那么夾具應采用洛氏硬度至少為25的金屬。
千分尺
使用ISO3611規定精度為0.002mm的千分尺來測量試樣的尺寸。可以使用精度為0.002mm或更高的其他測量儀器。
取樣方法:
1試樣尺寸
1試樣的機加工
試樣的尺寸在已標明。梁試樣的橫截面的長寬公差為士D. 2 mm。縱向表面平行度公差為0.015nm自然燒結或熱處理過的試試樣的尺寸可能會跟所規定的有差異,但凡與規定有偏離,都應在報告中注明。
試樣的加工處理
概述
試樣外表加工可有不同的選擇。至少受拉面的兩條長邊緣應像圖3那樣進行倒角。建議所有的四
個長的側面都要拋光研磨。在各種的情況中,試樣的末端表面不需要特殊處理。雖然表面的處理過程
不是本標準的主要部分,但建議對表面的粗糙度進行測量和報告。
自然燒結的試樣(無機械加工)
燒結后的試樣未經過任何機械加工。此時可以用燒結出的試樣直接測試。應在燒結前做表面的研磨。
注:燒結后試樣特別容易扭曲和翹曲。可能不符合中提出的平行度要求,此時應使用全可調的夾具。
常規的加工
采用常規的加工方法時要力求使樣品的損傷達到比較小(使加工過程導致的表面損傷和殘余應力盡可能比較小)。試樣的受拉面的長邊緣應像那樣倒角處理。
構件匹配
試樣的表面應與待測構件的表面有相同的加工工序。測試報告中應包括詳細的試樣加工步驟。特別磨料(樹脂的、金屬的、玻璃的還是其他的)和每次循環的磨削量。試樣的長棱應像圖3中那樣倒角處理。
基本的加工方式
如果加工程序難以實現,則可以使用下面的工序。
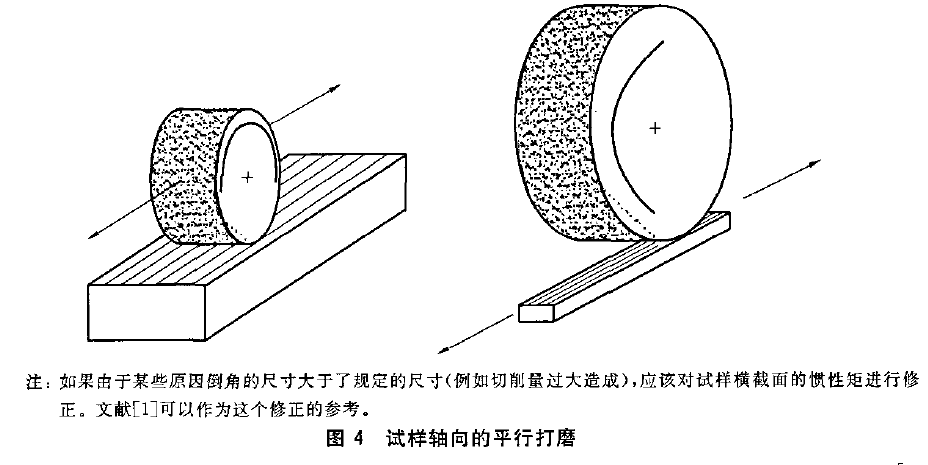
注:下面提到的加工工序只是一個參考。此方法的目的是把陶瓷的加工損傷和殘余應力消除到比較小。對于某些材 料,更快和更多的切削量可能更適合。相反,某些特別脆的材料要求更少的切削量。
試樣應像圖4那樣縱向放置
所有的研磨都應在冷卻液下進行,保證工作面和砂輪都能受到冷卻液的作用。研磨應分兩個階段進行,研磨材料應由粗到細。
粗糙面的打磨應采用金剛石的砂輪,砂輪的圓周誤差應小于等于D. 03 mm,粗細不應超過0.0120mm,每次研磨深度不應超過0.03mm。
比較后的研磨應用金剛石的細砂輪,模數在0. 045 mm,每次打磨的深度不應大于0.0025 mm。總共應把材料表面至少磨掉0.06mm。在樣品的對面要進行同樣的工序。
長棱邊應像圖那樣倒角45“比較深為0.12mm士0. 03 mm同時,也可以被倒成圓角,半徑為0. 12 mm士0. 05 mm 倒角的表面應和比較終陶瓷試樣表面相當。加工方向應平行于試樣的長度方向。
試樣的比較后尺寸應和圖3保持一致。

銷售總機:0531-85990007 傳真:+86-531-85997770
郵箱:jnzcgy@163.com Skype:jnzcgy_zjc@hotmail.com
售后電話:0531-62302272 售后:jnzcgy_service@163.com
地址:山東省濟南市槐蔭經濟開發區西沙路690號
版權所有:濟南中創工業測試系統有限公司 | 魯ICP備10018659-1號
